DB>受け継ぐもの、磨き続けるもの。
ただ古いだけではなく、ただ新しいだけでもない。
香住鶴の酒造りは、代々の技と精神を守りながら、今の時代に生きる一滴を追い求めています。
この土地、この水、この空気とともにある酒造りの姿をご覧ください。
昔ながらの製法に、今だからできる工夫を重ね、変わらぬ旨さを日々醸し続けています。
香住鶴の酒造りの歩み
――伝統に挑み、理想を追い続ける蔵の決意――
日本酒づくりの源流ともいえる「生酛(きもと)」は、江戸時代に確立された伝統技法です。その後、明治42年(1909年)には、国の研究機関により「山廃酛(やまはいもと)」が、翌年には「速醸酛(そくじょうもと)」が開発されました。
さらに大正6年(1917年)には、優良清酒酵母が分離・頒布されたことで、速醸酛が全国の酒蔵に広く普及していきます。
香住鶴もその流れに沿い、かつては速醸酛で酒造りを行っていました。転機となったのは、昭和42年(1967年)頃。
八代目・福本幹夫が、杜氏・石津六郎(昭和55年度「現代の名工」受賞)とともに「山廃酛」の復活に踏み切ります。
「旨みがあり、まろやかで喉越しが良く、料理を引き立てる酒を造りたい」その思いからの決断でした。当時、同業の蔵元からは「まだ山廃をやっているのか」と驚きの声もありました。
しかし香住鶴は、特級・一級・二級とすべての酒に山廃酛を採用。
その徹底した姿勢は異例であり、現在においても希少な取り組みです。人手も時間もかかる山廃造りは、やがて昭和50年代に入って高く評価され、「香住鶴の二級酒が一番うまい」と地元・但馬の方々に評されるまでになりました。
蔵元としては、嬉しさと戸惑いが入り混じる瞬間でもありました。そして平成11年(1999年)、九代目・福本芳夫が次なる挑戦として「生酛造り」へと舵を切ります。当時としては極めて珍しい取り組みでしたが、生酛系酒母で仕込んだ酒は、1年半〜2年という時間をかけて熟成することで、その真価を発揮します。手間も時間もかかる――けれど、それでも理想を追い求めたい。
香住鶴は今後も、他にはない個性と旨みを備えた日本酒を届けるため、蔵人一丸となって酒造りに取り組んでまいります。
九代目当主 福本 芳夫
伝統製法で仕込む“酒母づくり”から
香住鶴では、生酛(きもと)・山廃酛(やまはいもと)という、今では希少となった“手間と時間”のかかる伝統的な酒母づくりを大切に守り続けています。現代の酒造りでは、短期間で効率よく仕込める「速醸酛(そくじょうもと)」が主流となっていますが、私たちはあえて、江戸時代から続く古来の技法に挑み続けています。それは、深みのある旨みと、料理を引き立てるまろやかな味わいを、まっすぐに追い求めているからです。酒造りにおいて最も重要な工程のひとつが「酒母(しゅぼ)=酛(もと)」と呼ばれる酵母の育成です。香住鶴では、乳酸菌の自然な力を活かし、乳酸を生成させながら酵母を健やかに育てるという、昔ながらの手法にこだわり、一本一本の酒に魂を込めて醸しています。
生酛造りとは

生酛(きもと)は、江戸時代中期、約300年前に確立された日本酒の伝統製法です。
当時の精米は足踏みや水車を使って行われており、最も磨いた米でも精米歩合90%前後。米が硬く、麹菌による糖化が進みにくいため、麹と蒸米、水をすり合わせて溶かす「山卸(やまおろし/もとすり)」という工程が必要でした。この山卸は、重労働かつ手間のかかる工程ですが、酒母をしっかり育てる上で欠かせないものでした。生酛造りでは、こうした自然の力と人の手間を最大限に活かしながら、酸の生成と酵母の健全な育成を図ります。
山廃造りとは

その後、明治42年(1909年)、精米技術の進歩により、動力によって白く米を磨くことが可能となり、麹の糖化がよりスムーズに行えるようになりました。これを背景に、「山卸」という重労働を廃した製法――すなわち「山廃酛(やまはいもと)」が誕生しました。山廃酛では、山卸の代わりに「水麹(みずこうじ)」や「荒櫂(あらがい)」といった技法を用いて酵母を育てます。これにより、自然な乳酸菌の働きが残りつつ、より安定した酒母づくりが可能になりました。
米から日本酒(アルコール)ができるのは何故?
米の主成分はデンプン。そのままでは発酵できない為、まずは“糖分”に変える必要があります。この工程では、麹菌が出す酵素が活躍します。デンプンをブドウ糖に変えた後、その糖を「酵母」が食べることで、アルコールと炭酸ガスが生まれます。
麴の酵素 酵母
米(デンプン) → 糖分(ブドウ糖) → アルコールと炭酸ガス
(C6H10O5)n C6H12O6 C2H5OH CO2

造り手
但馬杜氏
杜氏とは酒造り技術者の最高責任者。
但馬杜氏は日本四大杜氏の一つ。
美方郡を中心とした兵庫県北部が但馬杜氏のふるさと。
この辺りは冬期の積雪が多く農業を行えないため、
古くから出稼ぎとして酒造業に携わる者が多かった地域です。
明治44年に組合を発足し、酒造界の発展と伝統の継承に努めています。
香住鶴では但馬流生酛造り、但馬流山廃仕込などを用いて
但馬杜氏ならではの伝統的手法を継承しています。

蔵人
杜氏のもとで酒造りを行う職人。作業の役職によりさまざまな呼び名がある。
■頭(かしら) :杜氏の補佐役。実際の作業の指揮を行う
■代師(だいし) :麹造りの責任者
■もと廻り・もと屋 :酒母(酛)造りの責任者
■釜屋(かまや) :米洗いから蒸しまでの作業の責任者
■船頭(せんどう) :出来上がった醪をしぼる責任者

原料(米・水)
酒造好適米

■酒造好適米(醸造用玄米)
香住鶴では主に、以下の酒造好適米を使用しています。山田錦、五百万石、兵庫北錦等、酒造に適したもので、その特徴は、心白、千粒重が大きく、タンパク質が少ないことです。※千粒重とは、玄米の整粒1,000粒の重量のこと。山田錦の千粒重は約28.5g前後。主食用のコシヒカリなどは22g前後。
仕込水

― 酒の味を決める、名水のちから ―
香住鶴の酒造りに欠かせない仕込水は、兵庫県最高峰・氷ノ山を水源とする、清らかな自然水です。その水脈は日本海へと流れる矢田川、さらにその支流である幸谷川へと続きます。香住鶴では、この流域の地下50メートルから汲み上げた伏流水を仕込みに使用しています。この地下水は、年間を通じて約15℃の安定した水温を保ち、真夏でも冷たく、清冽なまま。また軟水であるため、酵母の働きを穏やかに引き出し、日本酒に必要なやわらかく繊細な味わいを育みます。
醸造アルコール

香住鶴で使用している醸造アルコールは米を発酵させ蒸留した、米アルコールをレギュラー酒に使用しています。通常のアルコールよりも香りが良く、旨味のあるまろやかな味わいです。
香住鶴で使用している酒造好適米
兵庫北錦

兵庫県の酒米試験所で昭和61年に、「なだひかり」と「五百万石」を、掛け合わせ開発された品種。昭和62年品種登録。軟質米であり酒造好適米としては、山田錦をも超える大粒で心白の発生もよい。ふくらみのある酸味が特長のお酒ができる。兵庫県の北部(美方郡新温泉町)が主要生産地。
五百万石

新潟県で育成、日本で二番目に多く栽培されている酒造好適米。酒質はきれいで端麗なものとなる。昭和31年品種登録。新潟県、北陸地方などで多く栽培されている。兵庫県では豊岡市が西日本での一大産地。
山田錦

日本で一番多く栽培されている酒造好適米。優れた醸造特性を備え持ち、豊潤な酒ができると評判が高い。吟醸酒用として特に人気がある。昭和11年品種登録。全国の生産量の8割を兵庫県が占めている。三木市・加東市の一部地域では、昔から良質な山田錦ができる場所があり、特A地区とよばれている。
原料へのこだわり。
日本酒の品質は、米の成分バランスと精米の度合いによって大きく左右されます。
特に重要なのは、米の中心部にあるデンプン質。
一方で、外層部に多く含まれるタンパク質や脂肪は、酒の香味や色沢を損なう要因となるため、適切に精米して取り除く必要があります。
どれだけ精米するかは、酒の種類ごとに異なります。
下記に各成分や精米歩合の詳細を記載しておりますので、あわせてご覧ください。
米の成分
| 1. 炭水化物(約70〜75%) |
米の中心にあるデンプン質。 麹菌が分泌する「アミラーゼ酵素」によって糖化され、酵母がアルコールと炭酸ガスへと発酵させます。 |
| 2. タンパク質(約7〜8%) |
米の表層部に多く含まれ、アミノ酸へと分解されて旨味のもとに。 ただし、過剰だと雑味の原因に。精米で適切に取り除きます。 |
| 3. 脂質(約2%) |
香味を劣化させる原因になるため、精米と蒸米工程で除去します。 |
| 4. 灰分(約1%) |
カリウム、リン、マグネシウムなどのミネラル成分。微生物の活動に役立ちます。 |
| 5. ビタミン |
麹菌や酵母の栄養となる一方で、過剰に働くと発酵バランスを崩すため精米で調整します。 |
精米歩合
| 名称 | 使用原料 | 精米歩合 ※精米歩合60%とは、玄米の表層部から40%削り取った状態の事 |
| 純米大吟醸酒 | 米、米こうじ | 50%以下 |
| 大吟醸酒 | 米、米こうじ、醸造アルコール | 50%以下 |
| 純米吟醸酒 | 米、米こうじ | 60%以下 |
| 吟醸酒 | 米、米こうじ、醸造アルコール | 60%以下 |
| 特別純米酒 | 米、米こうじ | 60%以下又は特別な製造方法 |
| 特別本醸造酒 | 米、米こうじ、醸造アルコール | 60%以下又は特別な製造方法 |
| 純米酒 | 米、米こうじ | 規定なし |
| 本醸造酒 | 米、米こうじ、醸造アルコール | 70%以下 |
洗米・蒸きょう
洗米・浸漬
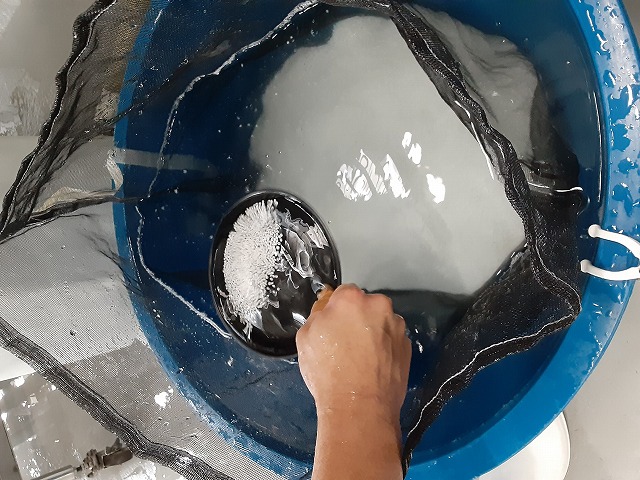
白米を最新型の酒造用洗米機に投入し米を洗います。糠や汚れをきれいに取り除いた後は、米に一定量の水を吸わせる浸漬という工程に入ります。浸漬では米の品種やその年ごとの米の硬さ、前日の蒸上がりの手触りや、実際の吸水率等を目安にどれだけの時間、米を水に浸しておくのか決定します。白米の水分が少ないほど、米の吸水速度が速く必要以上に水を吸ってしまいます。特に大吟醸に使用するような精米時間が長くなった米は、極端に水分が少なく吸水速度が速いので10kgずつ米を洗い、秒単位で時間を計り一定の水分量になるよう調整します。
蒸きょう

浸漬が終わった米は一晩水を切り、甑(こしき)と呼ばれる蒸し器に移します。蒸気を出しながら米を張り込む事により均一な蒸上がりになるようにします。約一時間かけて蒸米が出来上がります。
麹
製麹(せいきく)
日本酒製造上、最も重要な工程の一つ。麹の出来具合により、酒の品質が決まると言っても過言ではありません。香住鶴では2つの製麹室を使う事で、造るお酒の種類に合わせ最適な麹を造っています。
■米麹の役割
1. 米のデンプン質を糖化してブドウ糖に変える
2. 米のタンパク質をアミノ酸(旨味成分)に変える

良い酒母(酛)とは?
1. 優良清酒酵母を純粋に多数培養したもの
2. 多量の乳酸を含有すること
『純粋な優良清酒酵母が大事なのは、優良な酒質につながる為である』
生酛(きもと)系酒母
生酛系酒母には、生酛と山廃酛があります。この酒母は自然界の乳酸菌や微生物を利用して清酒酵母を培養する日本酒の伝統的製法です。生酛系酒母で造られたお酒は重層的な味と押し味と呼ばれる生酛系特有の味わい(お酒中のペプチド含有量が多い)になり、さまざまな料理との相性が良くなります。

※生酛と山廃酛の違い
■生酛には、米の溶解、糖化を促進する為に酒母の仕込みに使用する米と米麹を櫂で適宜破砕する山卸(やまおろし)もしくは酛摺(もとすり)と呼ばれる作業があります。
■山廃酛には、山卸作業が無く(山卸作業を廃止して造った酛、略して山廃酛という)水麹や荒櫂をもって代行して造ります。
生酛の歴史
生酛造りは江戸時代中期(今から300年ほど前)に完成した技法です。当時は足踏み精米や水車を使い精米を行っており、最も磨いた米でも90%程度だったと考えられています。その為、米が固く麹の糖化作用が働きにくい為、山卸を行う必要がありました。
山廃酛の歴史
山廃酛は明治42年に開発されましたが、その頃、動力精米機が開発され現在のように米を白く磨く事が可能となりました。結果、米が柔らかくなり麹の糖化作用が働きやすくなった為、山卸を廃止した山廃酛が考案されました。
速醸系酒母
仕込み時に適量の乳酸を加え乳酸酸性として酵母以外の雑菌の繁殖を抑え、
清酒酵母のみを純粋培養する簡易で再現性の高い製造方法で作られた酒母です。
すっきりとした味わいの日本酒ができます。
酒母の種類
【1】乳酸菌により乳酸を生成させる生酛系酒母【2】既成の乳酸を添加する速醸系酒母
■生酛系酒母
生酛 30日前後 乳酸菌発酵
■生酛系酒母
山廃酛 30日前後 乳酸菌発酵
■速醸系酒母
速醸酛 14日前後 市販乳酸を添加
■速醸系酒母
高温糖化酛 8日前後 市販乳酸を添加
全量生酛系酒母にて日本酒を製造
香住鶴では平成23酒造年度より製造数量の100%を熟練の技と手間暇のかかる全国的にも少なくなった伝統的な製法である生酛系酒母(山廃酛・生酛)にて日本酒を造っています。
清酒酵母
酒母とは清酒造りに必要な、清酒酵母を大量に培養したものです。昔は蔵付き酵母が自然に増殖するのを待って酒母を造り、上手くできた酒母の一部を次の酒母に一部添加する(差し酛)を行っていましたが、現在では純粋培養された清酒酵母(きょうかい酵母)を添加する方法が一般的です。(差し酛は繰り返し行うと清酒酵母の純度が落ち雑菌に汚染されやすい)香住鶴では主に公益財団法人 日本醸造協会より頒布されているきょうかい酵母を使用しています。
■きょうかい701号酵母(K-701)/純米酒・レギュラー酒に使用
■きょうかい901号酵母(K-901)/純米酒・吟醸酒に使用
■きょうかい1901号酵母(KArg-1901)/吟醸酒に使用
醪(もろみ)・上槽(じょうそう)
並行複発酵(へいこうふくはっこう)
世界中の酒類製造の中でも最も複雑な発酵形式。
醪中での麹による米のデンプンの糖化と酵母によるアルコール発酵が、同じタンクの中で同時に行われる事により、20%もの高濃度のアルコールを生み出す事を可能としています。醪温度を管理する事で糖化とアルコール発酵の強さをコントロールします。
三段仕込
| 1日目.初添 | 仕込みタンクに酒母(もと)を移し、水と麹と蒸米を入れて、よく混ぜ合わせます。これを「初添」と言います。初添は第2の酒母と言われ、酒母中の酵母の増殖をはかる必要があります。 |
| 2日目.踊り | 初添を仕込んだ翌日は、仕込みを休み、酵母の増殖をはかります。これを「踊り」と言います。踊りでの酵母の増殖は、その後の醪の発酵に大きな影響を与えますので、大変重要な1日となります。 |
| 3日目.仲添 | 踊りの翌日、初添の物料に水と麹と蒸米を入れて、混ぜ合わせます。これを「仲添」と言います。 |
| 4日目.留添 | 仲添の翌日、仲添の物料に水と麹と蒸米を入れて、混ぜ合わせます。これを「留添」と言います。 |
上槽
醪に圧力をかけながらゆっくりと搾り、原酒と酒粕に分けます。
搾った酒は、酵素の働きを止めるために火入れ(加熱処理)した後、貯蔵タンクへ送られます。
火入れをせずに、生酒のまま次の作業に進む場合もあります。
貯蔵・熟成
生酛(きもと)や山廃で造られたお酒は熟成させる事で、さらに旨味を引き出し、まろやかな味わいにする事が可能です。香住鶴では生酒等を除く、全ての生酛(きもと)、山廃の商品において、半年~一年以上の熟成期間を持たせています。主に吟醸酒や生酒等では上槽後、すぐに瓶詰し出荷まで冷凍・冷蔵庫にて貯蔵しています。

瓶詰
タンク等で貯蔵された、お酒の味わいがまろやかになると瓶詰します。瓶詰時にはお酒を火入れ(加熱殺菌)して瓶に充填します。(生酒、生詰を除く)クリーンルーム内で充填されたお酒はすぐに冷却し、お酒の品質が劣化しないようにします。

日本酒用語(上槽後~瓶詰)
| 無濾過(むろか) | 搾ったお酒を濾過せず瓶詰する酒。濃厚な味わいの日本酒。 |
| 生酒(なまざけ) | 搾ったお酒を火入れ(加熱殺菌処理)せず瓶詰した日本酒。搾ったままの爽やかな風味の日本酒。本生もしくは生生とも呼ぶ。 |
| 生貯蔵酒(なまちょぞうしゅ) | 搾ったお酒を火入れしないで低温貯蔵し、出荷(主に瓶詰)時に火入れした日本酒。 |
| 生詰(なまづめ) | 搾ったお酒を火入れしてタンク貯蔵し、瓶詰時に火入れしない日本酒。 |
| 原酒(げんしゅ) | 搾ったお酒を割水せず、そのまま瓶詰した日本酒。アルコール度数が高くしっかりした味わいの日本酒。 |
| しぼりたて | 搾ったお酒を火入れ、貯蔵等をせず、すぐに瓶詰し出荷する日本酒。 |
| ひやおろし | 搾ったお酒を一度火入れし、夏の間ひんやりとした蔵で熟成させ、秋に二度目の火入れをせずに生詰した日本酒。 |
| 氷温貯蔵 | 氷点下の温度にて貯蔵する事。生酒の搾ったままの風味を残す事ができる。 |